- 相關知識
- 線性滑軌的安裝步驟
線性滑軌的安裝步驟
一、基準軸的表示
使用在同一平面上的配對滑軌全部標示有相同的製造號碼,其中製造號碼的末尾附有"M"記號的滑軌就是基準軸,如下圖所示。在滑塊上設有按規定精度加工出來的基準面,請將此基準面當作工作台的定位側使用,而普通級精度(N) 的滑軌是沒有"M"的標記,所以只要是相同製造號碼的滑軌,每支都可以作基準軸使用。
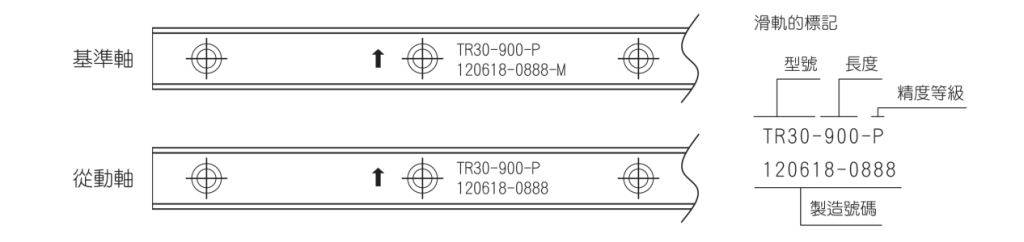
1基準軸的表示
二、滑軌與滑塊的組合表示
同一支滑軌與其組合的滑塊都各有標示其製造號碼。於安裝滑軌時,若需先將滑塊卸下重新組裝時,請務必確認其製造號碼為原始出廠的配對,並以相同的方向再安裝回去。
三、滑軌接牙件
滑軌接牙安裝時必須按照滑軌上指示順序安裝,以確保線性滑軌精度;且建議配對滑軌接牙位置最好能錯開,以避免床台至接牙處因不同滑軌差異而造成精度不良。
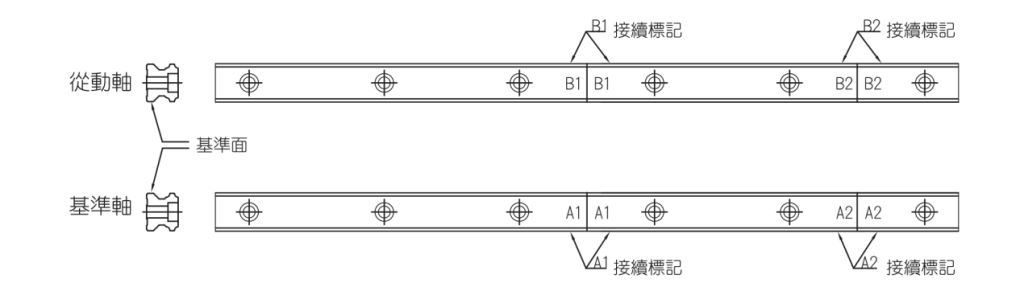
2滑軌接牙標示
四、線性滑軌安裝使用注意事項
1、安裝順序
※※※※※適用於有振動衝擊且高剛性和高精度的安裝範例※※※※※
3機械中有衝擊振動作用時
2、軌道的安裝
(A) 安裝前務必除去安裝機械面上的毛邊、凹痕及污物。
注意:因導軌上塗有防鏽油,安裝前請用洗淨油洗淨後再安裝。防鏽油除掉後的基準面容易生鏽,推薦塗抹黏度低的主軸用潤滑油。
4安裝的檢查
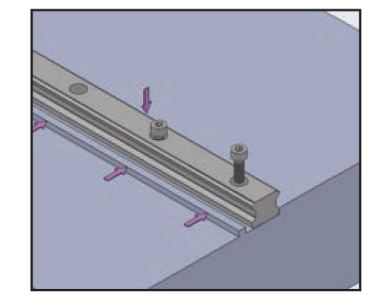
(B) 將軌道輕輕地裝在床身上後,輕輕地擰緊裝配螺栓,使軌道與安裝面輕輕地靠緊。(床身的基準面要與軌道有標記線的一側相接觸)
 5將基準間對上LM 軌道
5將基準間對上LM 軌道
注意:安裝使用之螺栓需先洗淨,並確認規格與軌道相符,才可鎖緊螺栓。
 6確認螺絲孔的間隙
6確認螺絲孔的間隙
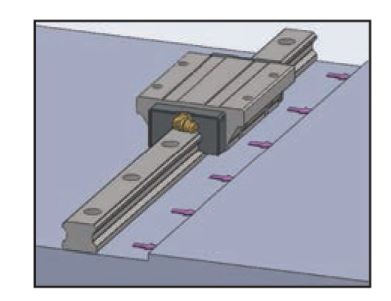
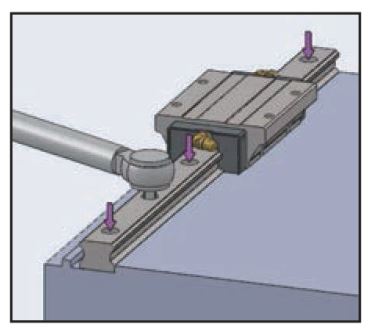
(C) 按順序將軌道的定位螺栓檸緊,使軌道與轉向安裝面緊密相接。
 7安裝的檢查
7安裝的檢查
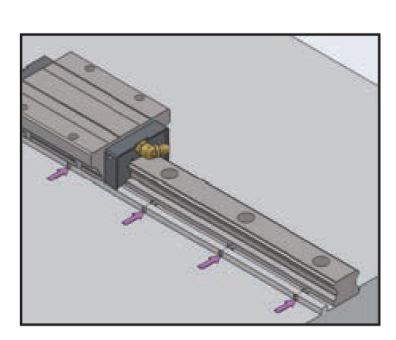
(D) 使用扭矩扳手,將裝配螺栓按規定的扭矩擰緊緊密相接。
 8將基準間對上LM 軌道
8將基準間對上LM 軌道
注意:導軌裝配螺栓的擰緊順序是,從中央位置開始向端部按順序擰緊,這樣也可獲得穩定。
( E) 其餘的軌道也按同樣的方法安裝,直到全部完成。
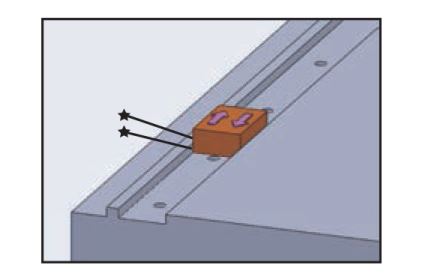
( F) 將專用防塵蓋一點一點地敲入裝配螺桂孔,直到與軌道的上面同一平面為止。
3、滑塊的安裝
(A) 將工作台慢慢地裝在滑塊上,螺栓非正式鎖緊。
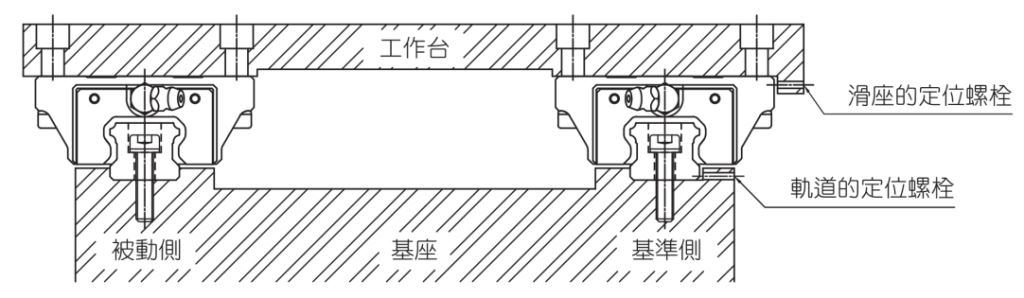
(B) 通過定位螺栓將滑塊的基準側與工作台側面基準面接觸上,使工作台定位。
(C) 正式擰緊基準側和被動側的裝配螺栓,安裝完成。
注意:裝配螺栓的擰緊所示,按對角線順序進行,使工作台均勻地固定。
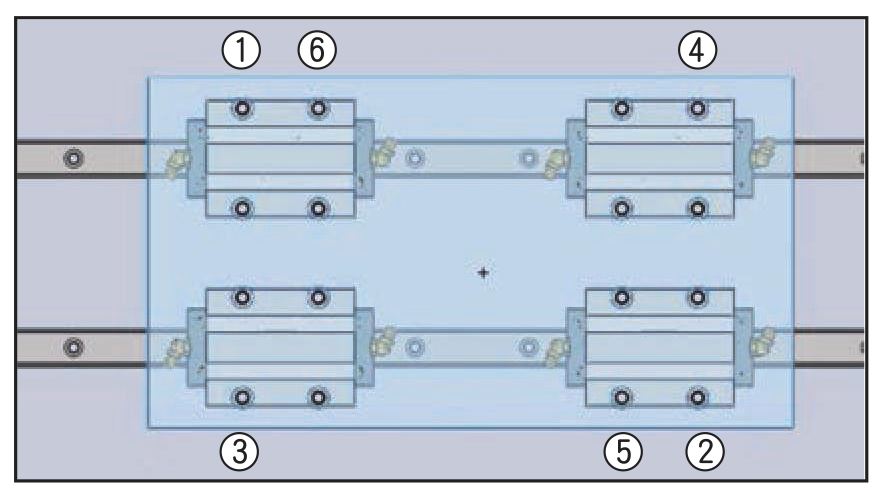
9裝配螺桂的揮緊如圖所示
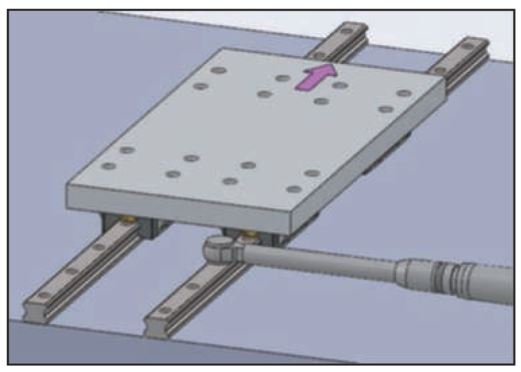
此方法對於找出軌道的直線度不費時間,並且不需要加工用於固定的定位銷;因此,可大幅度縮短安裝時間。
4、移動工作台的方法
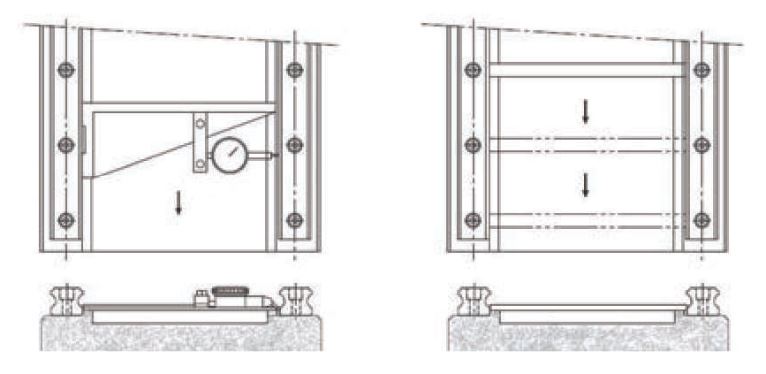
將基準軸的2 個滑塊固定在工作台上,而將被動側的軌道與滑塊( 1 個)分別非正式地固定在床身和工作台上,將千分表的支座固定於工作台上,千分表的側定端子與被動側的滑塊側面相接觸,從軸端開始移動工作台,一邊找出平行度一邊按順序將螺桂固定。
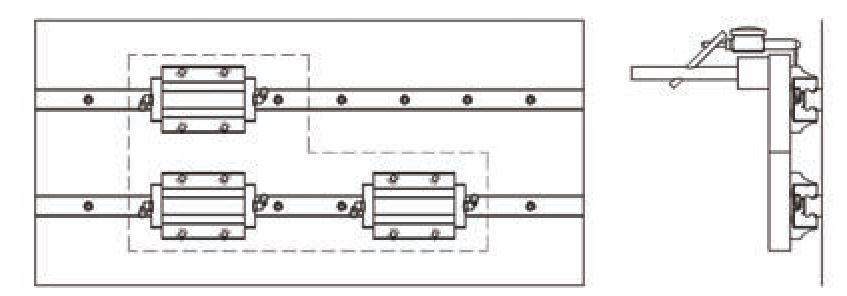
10移動工作台的方法
5、仿效基準側軌道的方法
將工作台裝在基準側軌道與非正式擰緊的被動側軌道的滑塊上,基準側的2 個滑塊與被動側2 個滑塊中的1 個用螺栓固定,剩下的被動側的滑塊先非正式地擰緊使工作台移動,一邊確認滾動阻力一邊按順序擰緊被動側軌道的裝配螺栓。
11仿效基準側軌道的方法
6、用專用工具的方法
使用如下圖所示的專用工具,從一端按安裝間隔,以基準側的橫向基準面為基準,一邊調整被動側基準面的平行度,一邊正式地擰緊裝配螺栓。
 12用專用工具的方法
12用專用工具的方法
7、安裝肩部高度及倒角
安裝線性滑軌時必須注意安裝面肩部的狀況是否適當,如倒角過大,凸出的地方易造成線性滑軌精度不良,而高度過高則會干涉滑塊﹒故如果能依照建議要求安裝面肩部,安裝精度不良即可排除。
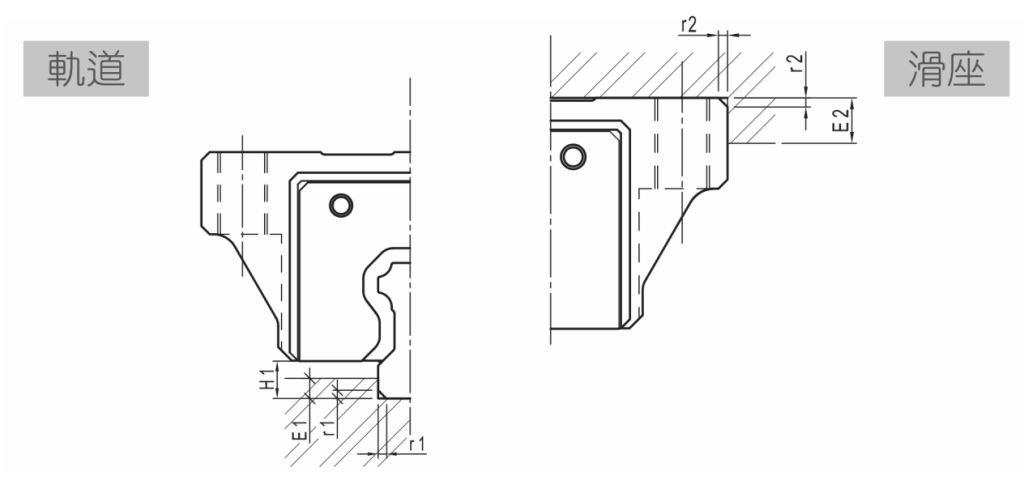
| 肩部高度及倒角 |
| 規格 |
安裝局部
圓角半徑rl |
安裝局部
圓角半徑r2 |
滑軌端
肩部高度E1 |
滑軌端
肩部高度E2 |
滑軌端
運行淨高H1 |
| TR15 |
0.5 |
0.5 |
3 |
4 |
3.2 |
| TR20 |
0.5 |
0.5 |
3.5 |
5 |
4.6 |
| TR25 |
1.0 |
0.9 |
5 |
5 |
5.8 |
| TR30 |
1.0 |
1 |
5 |
5 |
7 |
| TR35 |
1.0 |
1 |
6 |
6 |
7.5 |
| TR45 |
1.0 |
1 |
6 |
6 |
8.9 |
| TR55 |
1.5 |
1.5 |
10 |
10 |
13 |
| TR65 |
1.5 |
1.5 |
8 |
10 |
14.3 |